


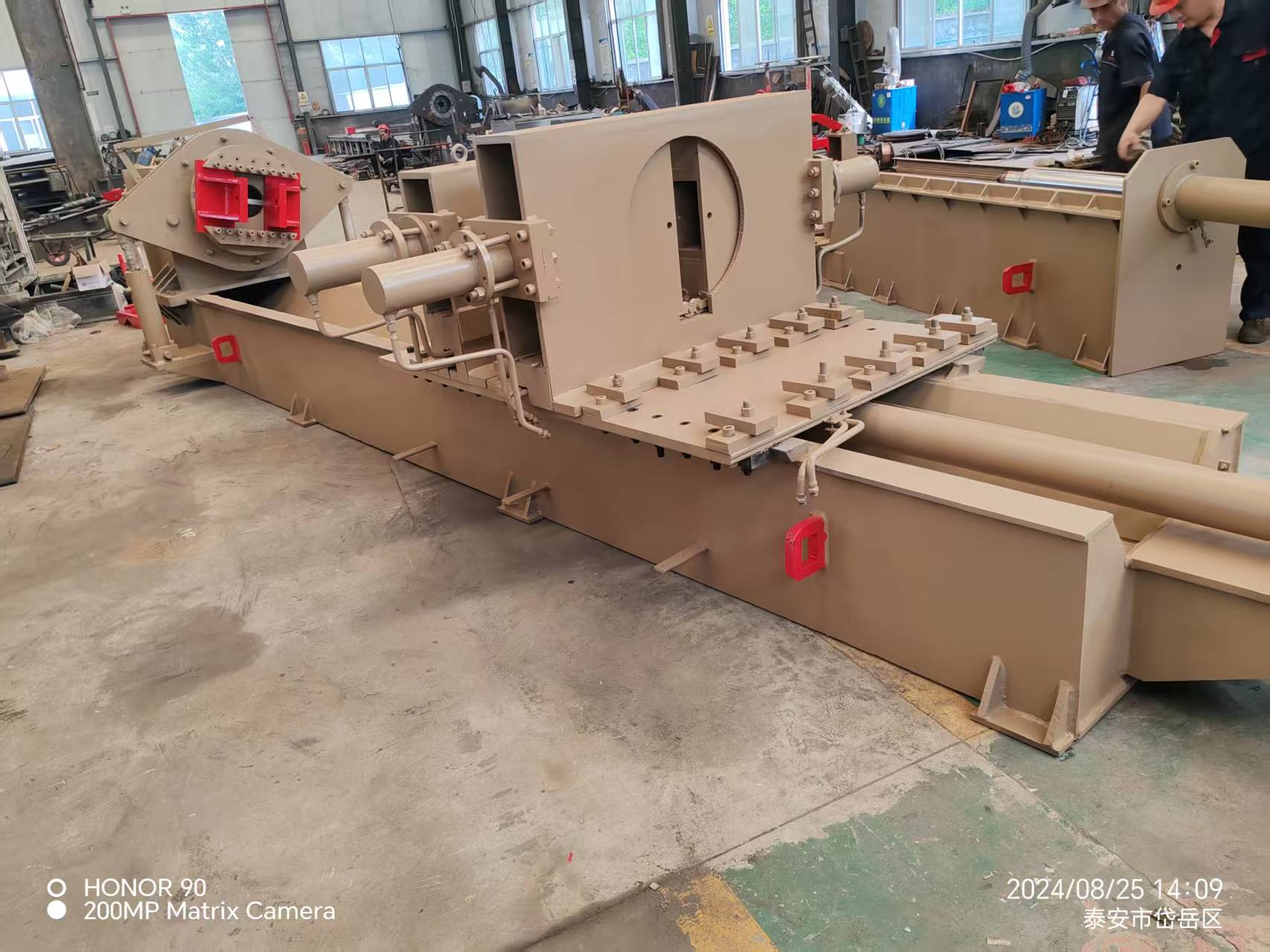
Портативная горизонтальная система разборки цилиндров
1. Перед разборкой корпус цилиндра необходимо очистить с помощью чрезмерного натяжения и подготовить гильзу штампа с допуском ±0,2 мм.
2. При подъеме контролируйте наклон в 3°, изменяйте осевое центрирование ≤0,5 мм/радиальное ≤φ0,1 мм и убедитесь, что зазор между матрицами составляет ≤0,3 мм.
3. Для частого демонтажа используется гидравлический двигатель 16 МПа. При ржавлении включается храповой механизм 20 МПа, а для предотвращения избыточного давления устанавливается ограничитель 25 МПа.
1. Перед разборкой и сборкой необходимо тщательно очистить поверхность корпуса цилиндра от угольной золы, масла и других загрязнений с помощью оборудования высокого давления (≥10 МПа), а также подготовить специальную зажимную втулку с соответствующим допуском точности ±0,2 мм в соответствии со спецификациями направляющей втулки цилиндра, подлежащей разборке (например, двухвыдвижные колонны диаметром 400 мм) для обеспечения соответствия инструмента.
2. Во время подъема используйте противоскользящие стропы, чтобы устойчиво поднять корпус цилиндра на машине для разборки цилиндров под углом наклона ≤3°, отрегулируйте осевой центр, зажав задний винт цилиндра (отклонение ≤0,5 мм), и используйте центрирующий механизм для регулировки радиальной концентричности (≤φ0,1 мм), и, наконец, переместите рабочий стол так, чтобы зажимная втулка и опорный зев патрона имели зазор ≤0,3 мм и точно сцеплялись.

3. В стандартном процессе разборки приоритет отдаётся использованию гидравлического двигателя 16 МПа для непосредственного ослабления направляющей втулки. В случае ржавчины можно запустить вспомогательный механизм храпового механизма с максимальным давлением 20 МПа. При сильном заедании используется термический процесс разборки при температуре ≤150 °C, а для предотвращения превышения давления устанавливается жёсткий предел системы 25 МПа.
4. Для разборки предусмотрены два технологических пути:
Режим A (предпочтительный): направляющая втулка среднего цилиндра → направляющая втулка внешнего цилиндра → разделение внешнего цилиндра → работа донного клапана → выброс активной колонны
Режим B (альтернативный): направляющая втулка внешнего цилиндра → отделение среднего цилиндра → переустановка среднего цилиндра → фиксация зажимной пластины → выталкивание подвижной колонны. Режим A последовательно демонтирует направляющую втулку среднего цилиндра и направляющую втулку внешнего цилиндра, а затем выталкивает подвижную колонну. Режим B сначала демонтирует направляющую втулку внешнего цилиндра, а затем обрабатывает сборку среднего цилиндра. В условиях реальной эксплуатации выбор должен основываться на рабочих условиях, а конкретные параметры могут быть оптимизированы и скорректированы под руководством инженера по надзору.
5. Для защиты прецизионной контактной поверхности на протяжении всей операции необходимо использовать резиновые прокладки твёрдостью по Шору 60±5. Регулировку давления необходимо сбросить до нуля, а затем постепенно увеличивать со скоростью ≤2 МПа/с. Датчик давления необходимо калибровать ежемесячно в соответствии со стандартом MT/T 98-2016. Если гильза штампа изношена более чем на 0,5 мм, её необходимо немедленно выбросить и заменить.




